



Short description of the technology
The vacuum infusion process consists of several steps. First, dry fiber blanks are placed into the mold. Later, the mold with blanks is covered by foil or elastic membrane, and a vacuum is produced under the foil/membrane. The vacuum causes the resin to fill the mold and impregnate the fiber reinforcement.
Advantages and restrictions of the technology
Vacuum infusion can be considered a ‘lite’ version of the RTM technique. Here, too, fiber materials are inserted into the mold. Then, liquid resin is sucked or injected into the one-shell mold, which is sealed with a vacuum film.
In the vacuum injection process, the flow rate of the resin is much lower than it is in the RTM process. The vacuum is produced at approximately 0.8 to 0.6 bar. In contrast to the RTM method with closed molds, the finished component has a surface that is smooth on one side only.
This method is time consuming and labor intensive, but it can create a wide range of parts – from small to very large. With the application of special resins and tight control of the process, high mechanical properties can be achieved in the parts – however, these properties are usually significantly lower than those of RTM or prepreg molded parts.
The main advantages of vacuum infusion are:
• Relatively low mold cost;
• High quality surface (but only on one side);
• Suitable for prototype production and small series.
Part design
Parts made by vacuum infusion have a smooth, accurate surface, but only on one side (the side of the mold). Due to the vacuum application, very low void content, together with high fiber content, can be achieved – this enables us to produce parts with high and stable mechanical properties.
Very large parts can be made by this method, although it requires a very low viscosity resin and a relatively long fill time.
The possibilities and restrictions of part design for vacuum infusion technology are described in detail in the table below.
Table. Design of parts made by vacuum infusion
| Finished surfaces | ||
| Thickness accuracy, mm | ||
| Minimum inside radius, mm | ||
| Molded-in holes | ||
| Undercuts | ||
| Minimum thickness, mm | ||
| Maximum thickness, mm | ||
| Metal inserts | ||
| Ribs | ||
| Bosses | ||
| Molded-in labels |
We use vacuum forming for producing polymer composite parts, that require high quality surface from one side and are produced in small quantities. We produce wide variety of parts using this method – for example, we have made panels for solar water heater and gyroplane fuselage.

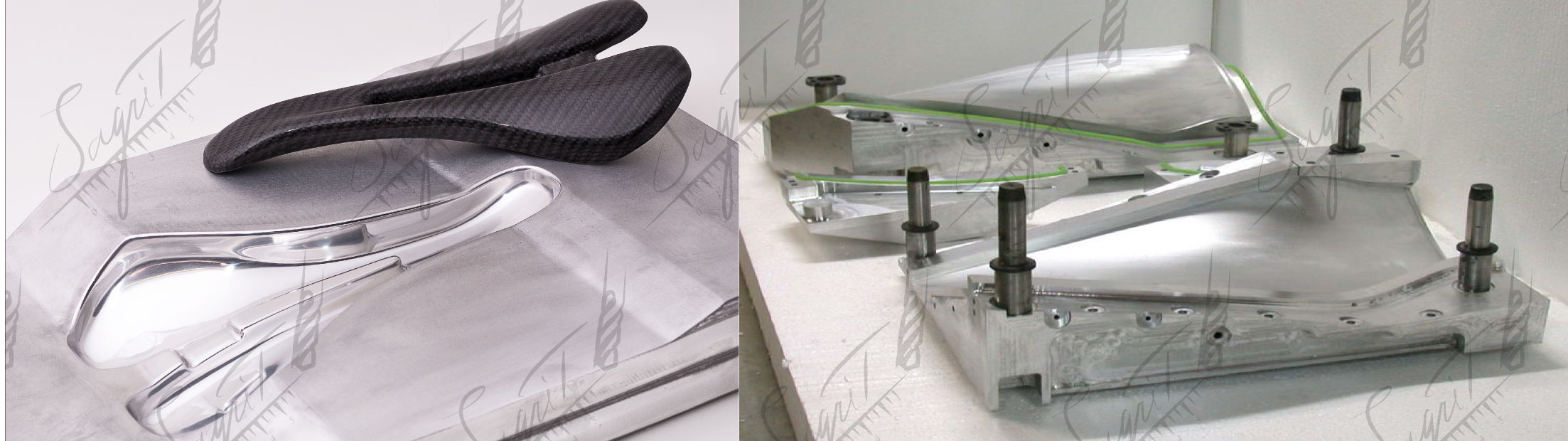
Vacuum infusion process
Parts made by vacuum infusion are highly reliable and durable. Polymer composite panels for solar water heaters made by vacuum infusion are able to work in hard conditions with the long lifetime.

Solar water heater produced by vacuum infusion
Method can be applied for aviation parts, but it is necessary to follow strict technology compliance and to use modern materials. For example, we are producing gyroplane parts using vacuum infusion method.

Gyroplane with carbon-fiber polymer composite fuselage, made by vacuum infusion