



Short description of the technology
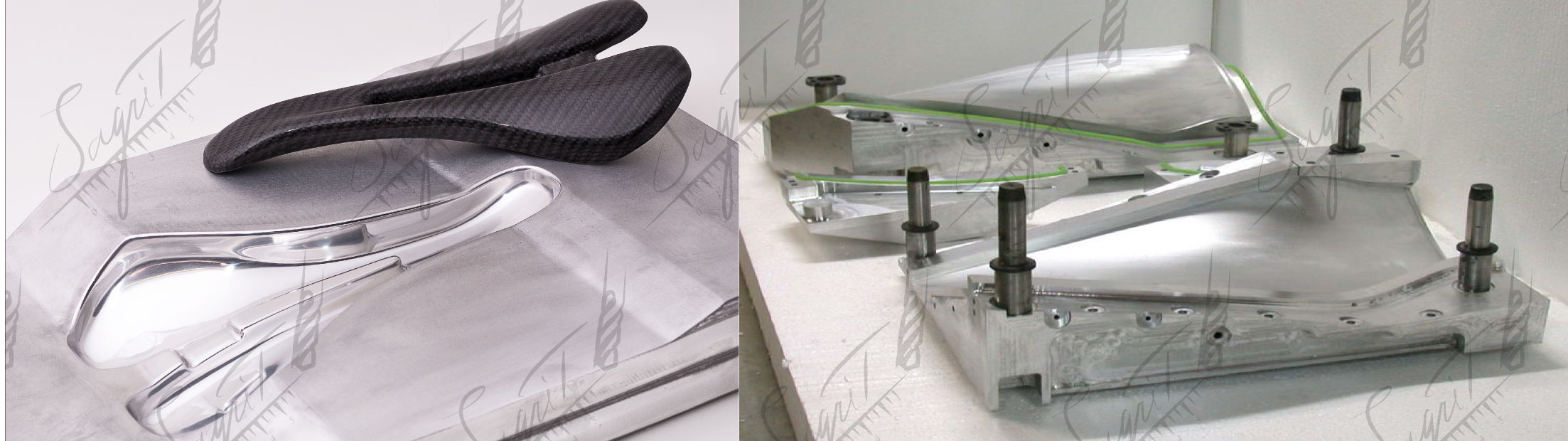
RTM (resin transfer molding) – molding technology via impregnating preforms (blanks made of fibers) with resin under pressure. The RTM process is suitable for medium and big series production. The method consists of impregnating dry fibers (first cut and placed into the mold) with thermoset resin under pressure. RTM parts have accurate surface and high mechanical properties. This technology allows us to produce highly loaded parts with strict tolerances (for example, airplane engine parts).
Advantages and restrictions of the technology
RTM technology requires the use of two-sided molds (punch and matrix). The high cost of mold production, together with a medium-level production rate, makes this technology expensive for part production. Nevertheless, this method is widely used in some industries because of its advantages:
– The ability to produce complex, integrated parts with inserts, with sandwich structure (foam core) helps to shorten assembly time;
– High accuracy (low tolerances) and almost no post-molding processing;
– The ability to produce parts with a high thickness and complex shape, which is usually impossible with other methods;
– The high mechanical properties and wear-resistance (lifetime) of produced parts, and low-porous surface;
– Easily painted surface (up to Class A);
– The quality is reproducible in big series manufacturing.
Depending on the customer’s needs, several types of reinforcing materials can be used: various fabrics and mats made of glass, carbon, organic or basalt fibers. Polyester or epoxy resins with low viscosity are usually used as a matrix material.
Part design
RTM parts have smooth, accurate surfaces on all sides. This method offers wide design possibilities with a properly designed mold and careful preform preparation. The produced parts can have a complex profile, with different types of bosses, waves, different thickness and so on. The possibilities and restrictions of part design with RTM technology are described in detail in the table below.
Table. Design of RTM parts
| Finished surfaces | ||
| Thickness accuracy, mm | ||
| Minimum inside radius, mm |  |
|
| Molded-in holes | ||
| Undercuts | ||
| Minimum thickness, mm | ||
| Maximum thickness, mm | ||
| Metal inserts | ||
| Ribs | ||
| Bosses | ||
| Molded-in labels |
We produce polymer composite parts with high requirements for strength and accuracy using the RTM method.
For example, for certain clients we have made prototypes and set up mass production of glass fiber-reinforced exterior bus parts made by RTM.

A drawing of bus parts and a photo of the bus with parts made of glass fiber-reinforced material
We produce RTM molds (made of glass fiber-reinforced plastic) that enable us to achieve minimum production costs

An RTM mold for the production of bus parts
The final polymer composite parts (made by RTM) have the necessary inserts to make the assembly process easier.

Assembly of a bus with polymer composite parts