



Short description of the technology
Prepreg is a semi-finished product that consists of fiber reinforcement and semi-cured resin. The technology consists of placing prepreg on to the mold, with further molding in the press (under low or medium pressure) in heated molds.
Advantages and restrictions of the technology
The main advantages of prepreg compression molding:
• Very high accuracy;
• Very high mechanical properties;
• Quite short cycle time (5-30 minutes).
The main drawbacks are the high cost of prepregs and the necessity to transport and store them in a cool place because of the semi-cured state of the resin.
Part design
Prepreg material has lower drapability compared to fabrics (used in processes such as RTM or infusion). For this reason prepreg molding is usually suitable for parts with a simple shape (such as panels).
The possibilities and restrictions of part design for prepreg compression molding are described in detail in the table below.
Table. Design of parts made by compression molding of prepregs
| Finished surfaces |  |
|
| Thickness accuracy, mm |  |
|
| Minimum inside radius, mm |  |
|
| Molded-in holes |  |
|
| Undercuts |  |
|
| Minimum thickness, mm |  |
|
| Maximum thickness, mm |  |
|
| Metal inserts |  |
|
| Ribs |  |
|
| Bosses |  |
|
| Molded-in labels |  |
Prepregs can be also processed by hand lay-up, with further molding in a vacuum bag. This method is much more time-consuming and usually only really suitable for producing large parts with rather low mechanical performance.
Prepreg compression molding is highly productive. We can produce up to 100,000 parts using this method on our equipment.


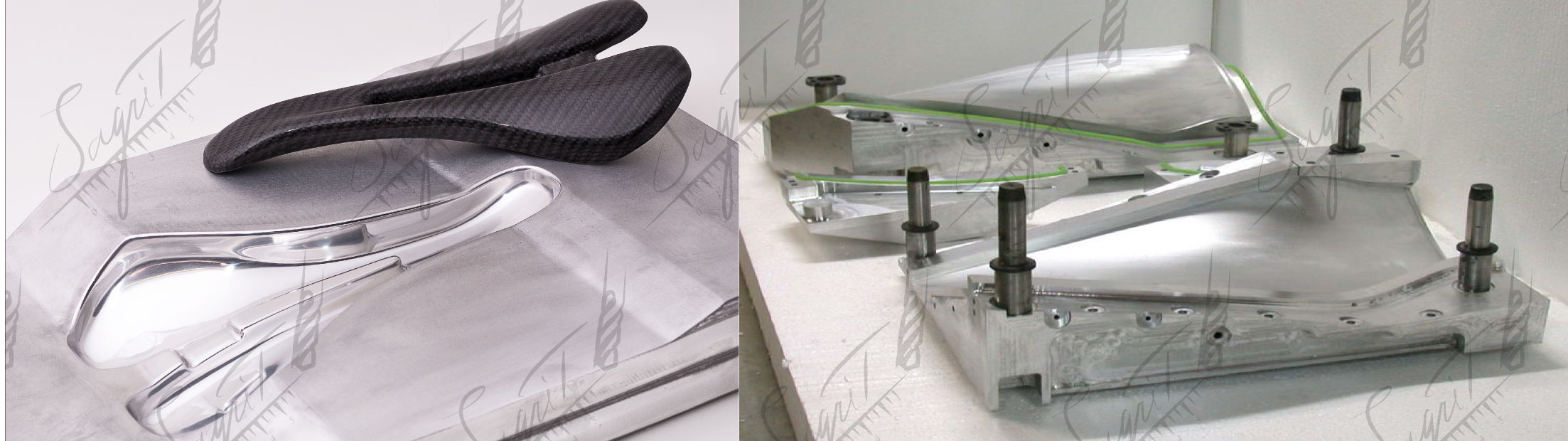
A carbon fiber-reinforced helmet and the compression mold for its production
Prepregs can be also processed by hand lay-up and further vacuum molding or autoclave molding. Using this method, we can produce large carbon fiber-reinforced parts, including seamless parts (such as the hull of an air inlet case, shown in the photo).


The carbon fiber-reinforced hull of an air inlet case